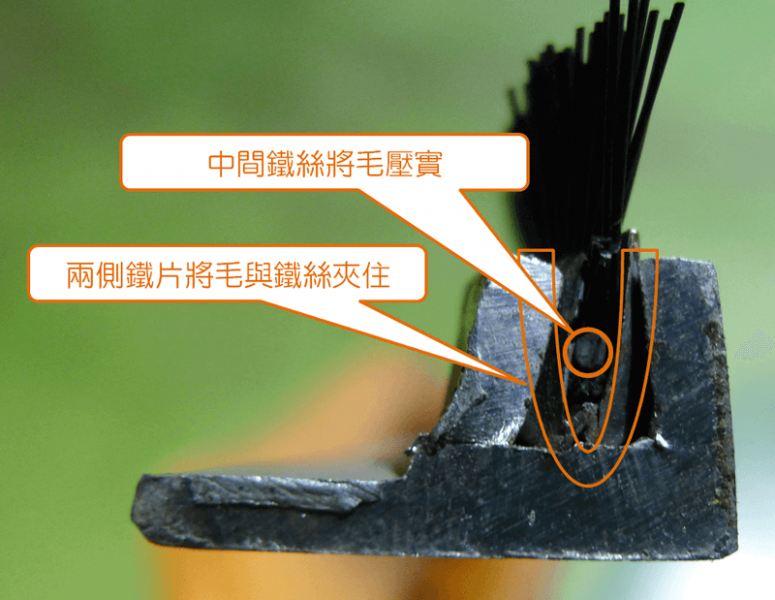
植毛式毛刷製造流程

毛刷植毛本體
如果以毛刷製造方式將各種毛刷分門別類,我們約略可分為植毛毛刷、鐵片刷、扭管刷三個大宗,本篇介紹植毛式毛刷製造的流程,其餘刷類容後待續。

在我們公司網站上的工業用毛刷、小孔徑毛刷、洗車刷及地板刷三個類別中的各項毛刷產品,絕大多數就是屬於植毛式的毛刷;其中又依照刷柄的模子是否有開植毛孔分成兩類:如泛用滾輪刷、農機清洗用毛刷輪是刷柄本身已經開好植毛孔孔模,直接植毛即可;而螺旋滾輪刷、小孔徑毛刷輪、雙面洗車刷等毛刷則是要鑽孔後才能進行植毛加工。前者僅比後者少一鑽孔程序,所以直接以需鑽孔的毛刷介紹整個植毛式毛刷的製作流程。
植毛式毛刷的製造流程可分成以上幾個流程:首先,經過與客戶討論後決定是否開模,若客戶訂製數量不多就使用工程塑膠車出尺寸外型;如果有一定數量或特定造型就以開模具的方式製作刷柄。
決定開模製作刷柄後,以客戶成本考量和適合機台的製作方式,決定要不要開有植毛孔的模子。
附帶一提,如果是少量使用工程塑膠粗車的刷柄,會事先鑽孔再予以植毛;而大量開模需鑽孔的刷柄,則是鑽孔植毛同步作業。
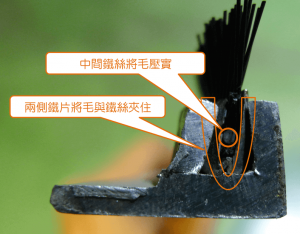
鑽孔完成後,進行毛刷植毛作業。「植毛」是機器的托毛刀依照孔徑大小取出適量的刷毛,同時,鐵絲被機器抝成ㄇ字型,兩者交會後;刷毛填充在ㄇ字型鐵絲的凹處,由植毛針往下種入植毛孔中,完成植毛作業。打個比方,植毛就好像是把鐵絲當成訂書針,刷毛當作紙,刷柄當作公佈欄,那麼植毛就是將紙利用訂書機釘在公佈欄的過程。
植毛完成後進行修毛作業,讓刷毛能夠整齊一致,而洗車刷&地板刷的刷種,末端要進行開纖作業,避免工作物刮傷(見洗車刷為什麼要開纖?、洗車刷該如何挑選?),會在修毛完成後使用打毛刀開纖,後再重新修毛將開纖後末端不整齊的部分修齊─至此,完成整個植毛式毛刷的製造作業,接著就可以進入包裝打包作業,將毛刷產品送到顧客手中。
其它毛刷製造新知

{kind=link}
{kind=link}
協榮毛刷工廠
- 服務項目:鐵片刷、抗靜電刷、洗車刷、扭管刷、工業用刷製造加工,毛刷 ODM、OEM
- 地址:台中市大里區大衛一街8號
- TEL:04-24072731
- E-mail:luckybrush@gmail.com